Листогибочные прессы с увеличенным ходом верхней траверсы и горловиной в боковых стойках. Отличаются высокой скоростью работы* и улучшенными характеристиками. Оснащены электронно-гидравлической синхронизацией рабочих цилиндров, контролем параллельности и хода подвижной балки через ЧПУ пропорциональными клапанами c использованием оптических линеек.
* Рабочая скорость достигает 14 мм/с (до 50 м/ч) Область применения
Машиностроение;
Автомобильная промышленность;
Авиационная промышленность;
Листогиб применяется для производства различных корпусов и кожухов для многих видов оборудования.
Прессы серии PBH обеспечивают высокую гибкость, которая особенно необходима при изготовлении отдельных и мелкосерийных деталей, а также при выполнении комплексных заказов.
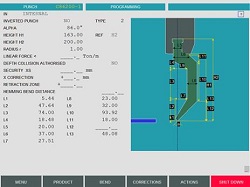
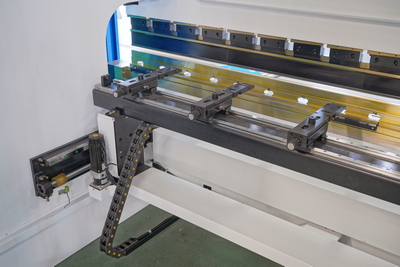
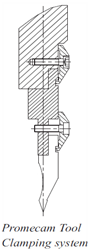
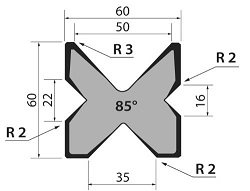
На каждом шагу нам встречается вещь, в производстве которой принимал участие гидравлический листогибочный пресс Даже корпус привычного нам системного блока компьютера - это результат работы гибочного пресса, не говоря уже о множестве незаметных на первый взгляд вещей, таких как стальные ванны (чугунные изготовляются в процессе литья), различная металлическая кухонная (и не только) посуда, корпуса многих видов светильников и многое многое другое. Бытовая техника и товары Пищевое производство и общепит Автомобильная и железнодорожная промышленность Авиационная промышленность Машиностроение Область применения Схема обработки Гибка металла Конструктивные особенности Cтанина Изготовлена из высококачественной стали, снятие напряжений происходит в электропечи, что обеспечивает высокую жесткость и долговечность. Прессы Оснащаются современными системами ЧПУ от всемирно известных компаний: Delem (Нидерланды), Cybelec (Швейцария), ESA (Италия). Система компенсации прогиба Моторизированная система компенсации прогиба верхней траверсы стола (бомбирование) фирмы WILA (Нидерланды). Комплектация Стандартная Системы ЧПУ ESA S630 (Италия) 2D-графика, 10” сенсорный дисплей, поддержка 4-х осей, программное обеспечение симуляции процесса гибки на удаленном ПК. Программное обеспечение симуляции процесса гибки Программное обеспечение симуляции процесса гибки Электрогидравлическая синхронизация осей Y1 и Y2 С системой компенсации деформации силовой конструкции (корпуса пресса) за счет крепления на С-образную скобу, которая фиксируется на нижней части станины, линейных датчиков, считывающих перемещение верхней балки с точностью ±0,005 мм. Электромеханический задний упор С автоматическим перемещением по оси X имеет ход 750 мм. Перемещение заднего упора осуществляется по линейным направляющим посредством высокоточной шарико-винтовой пары и сервомотора. Три откидывающихся упорных блока в ручную перемещаются по двум линейным направляющим вдоль балки заднего упора (оси Z), оснащены тремя упорными поверхностями и ручной регулировку по высоте (ось R). Каждый упорный блок оснащен лимбом для точной подстройки по оси X. Два подвижных передних суппорта Регулируемые по ширине и высоте. Комплект секционных держателей для пуансонов С устройством быстрого крепления. Тип: Amada/Promecam. Стол сконструирован под крепление матриц европейского типа, шириной 60 мм Стол сконструирован под крепление матриц европейского типа, шириной 60 мм Пуансон и матрица имеют индукционно закаленные поверхности (HRC 52-58) Пуансон и матрица имеют индукционно закаленные поверхности (HRC 52-58)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
